Laser Cladding, bir kaynak oluşturma işlemi ve termal spreyi tamamlayan bir kaplama teknolojisidir. PTA (Plazma Transferli Ark) kaynağı yerine giderek daha fazla kullanılmaktadır ve gelişmiş kaynak onarım uygulamaları için TIG (Tungsten Etkisiz Gaz) gibi geleneksel kaynak yöntemlerinden daha iyi performans göstermektedir.
Laser Cladding, bir kaynak oluşturma işlemi ve termal spreyi tamamlayan bir kaplama teknolojisidir. PTA (Plazma Transferli Ark) kaynağı yerine giderek daha fazla kullanılmaktadır ve gelişmiş kaynak onarım uygulamaları için TIG (Tungsten Etkisiz Gaz) gibi geleneksel kaynak yöntemlerinden daha iyi performans göstermektedir.
İşlem Açıklaması
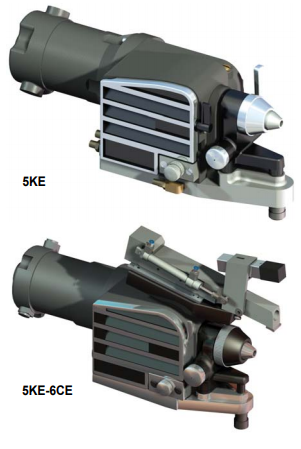
Laser cladding de, lazer ışını, seçilen bir spot boyutuyla iş parçasına odaklanır. Toz kaplama malzemesi inert bir gaz tarafından bir toz nozulu aracılığıyla eriyik havuzuna taşınır. Lazer optiği ve toz nozulu, tekli katmanları, tam katmanları ve hatta yüksek hacimli birikimleri biriktirmek için iş parçası yüzeyinde hareket ettirilir.
İşlem temelleri
| Tipik lazer gücü | 1-6 kW |
| Tipik birikim oranı | 0,1 ila 12 kg |
| Tipik kaplama kalınlığı | 0,2 ila 4 mm (veya daha fazla) |
| Kaplama malzemeleri | Kaynaklanabilir tozlar (metaller, metal alaşımları, karbür karışımları) |
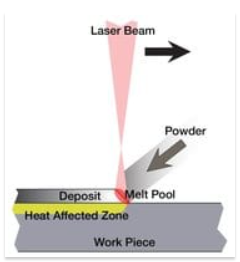 Laser cladding işleminin şematik diyagramı
Laser cladding işleminin şematik diyagramı
Temel Özellikler
| Mükemmel metalurjik olarak bağlanmış ve tam yoğun kaplamalar |
| Minimum ısıdan etkilenen bölge ve alt tabaka ve dolgu malzemesi arasında düşük seyreltme, daha az kalınlıkta performans gösteren fonksiyonel kaplamalarla sonuçlanır, böylece daha az katman uygulanır |
| Karbür kaplamaların aşınma direncini artıran hızlı katılaşma oranından kaynaklanan ince, homojen mikro yapı |
| Kenar geometrileri kaplanabilir ve kaynaklı birikintilerle oluşturulabilir |
| Kesintisiz forma yakın kaynak oluşumu, çok az bitirme çabası gerektirir |
| Konvansiyonel kaynak işlemleri kullanılarak kaynak yapılması zor veya hatta imkansız olan karbon bakımından zengin çelikler veya nikel bazlı süper alaşımlar gibi hassas malzemelerin daha uzun kaynak yapılabilirliği |
| Küçük ısıdan etkilenen bölge bileşen stresini en aza indirdiğinden kaynak sonrası ısıl işlem genellikle ortadan kaldırılır |
| Sayısal kontrollü kaynak işlemi olduğu için mükemmel proses kararlılığı ve tekrarlanabilirlik |
Tipik uygulamalar
Boyutsal restorasyon
Aşınma ve korozyon koruması
Lazer eklemeli imalat
Bilgi Almak İstiyorum FLY-0019.6 MetcoClad materials for laser cladding (EN)
FLY-0019.6 MetcoClad materials for laser cladding (EN)